")
")




ООО «НПП «ПРОМПРИБОР» компания с 10-летним опытом в области исследований, разработок и производства оборудования НК.
ООО «НПП «ПРОМПРИБОР» поставляет свое оборудование и технические решения высочайшего качества по доступной цене.
Выпускаемые дефектоскопы, сертифицированы и внесены в государственный реестр средств измерений Российской Федерации.

НОВЫЕ РАЗРАБОТКИ ООО «НПП«ПРОМПРИБОР»










Готовы приобрести нашу продукцию?
Свяжитесь с нами для получения деталей
ООО «НПП «Промприбор» – разработчик и производитель приборов для неразрушающего контроля
Предприятие является одним из ведущих производителей ультразвуковых, вихретоковых и магнитопорошковых дефектоскопов для: металлургической; нефтегазовой; авиационной; железнодорожной; аэрокосмической; строительной, горнодобывающей отрасли; тепловой и атомной энергетики.

Оформление стенда ООО «НПП «Промприбор» на выставке
Интегрированное оборудование неразрушающего контроля ООО «НПП «ПРОМПРИБОР»

Вихретоковый НК авиационных деталей

Инженеры ООО «НПП «ПРОМПРИБОР» представляют продукцию на выставке
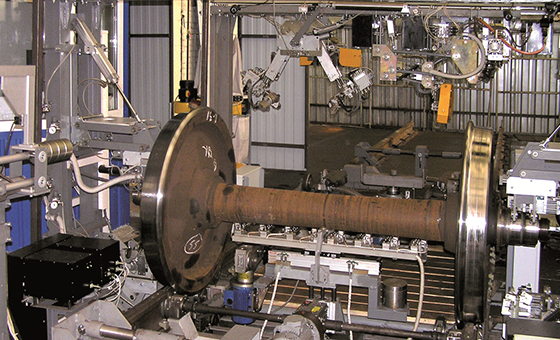
Установка НК колесных пар производства ООО «НПП «ПРОМПРИБОР»
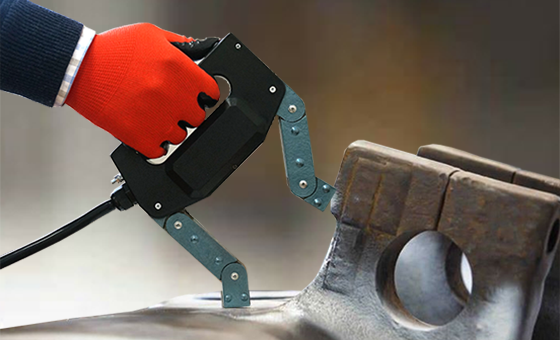
Магнитные клещи УНм-1 в процессе проведения неразрушающего контроля

Процесс неразрушающего контроля авиационного колеса вихретоковым дефектоскопом
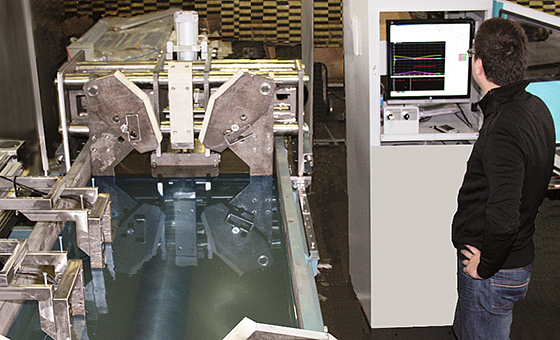
Автоматизированное НК оборудование ООО «НПП «ПРОМПРИБОР»

Ультразвуковой толщиномер ТУЗ-5 в действии
Линейка производимого оборудования:
- портативные толщиномеры и дефектоскопы;
- специализированные ультразвуковые и вихретоковые преобразователи;
- автоматизированные системы контроля.
Работая в тесном контакте с производственными предприятиями, мы разрабатываем оборудование под конкретные задачи.
Осуществляя комплексный подход к организации неразрушающего контроля, ООО «НПП «ПРОМПРИБОР» поставляет оборудование, обучает персонал, разрабатывает технологические инструкции на контроль, обеспечивает заказчика запасными частями и осуществляет гарантийное и постгарантийное обслуживание.
Новые разработки проводятся с применением передовых технологий с учетом собственных исследований проводимые научными работниками и специалистами ООО «НПП «ПРОМПРИБОР» .
Все приборы, сертифицированы и внесены в государственный реестр средств измерений Российской Федерации, а также в отраслевой реестр ОАО «РЖД» и рекомендованы к применению ОАО «Газпром», сертифицированы в Минтранс России в области «Гражданской Авиации», а также аттестованы для применения на объектах повышенной опасности. Выпускаемая продукция поставляется в Россию, страны СНГ, Балтии и Грузию.
ООО «НПП «ПРОМПРИБОР» осуществляет техническое сопровождение своей продукции в течение всего срока ее эксплуатации, предоставляет непосредственную возможность общения и консультаций с нашими специалистами. Мы являемся постоянными участниками конференций и выставок по неразрушающему контролю.
Предприятие разрабатывает и производит приборы по ультразвуковому, вихретоковому и магнитопорошковому методу неразрушающего контроля:
- Установка автоматизированного ультразвукового контроля железнодорожных колес;
- Установка автоматизированного неразрушающего контроля муфт;
- Установка мокрого магнитопорошкового контроля железнодорожных осей;
- Установка автоматизированного ультразвукового и вихретокового контроля железнодорожных осей «СНК ОСЬ-3»
- Установка автоматизированного иммерсионного ультразвукового контроля железнодорожных осей
- Установка комплексного контроля колесных пар вагонов «СНК КП – 8»
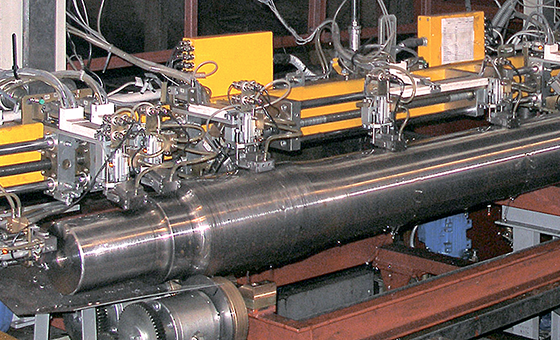
- Система автоматизированного ультразвукового контроля продольных сварных швов труб «АУЗК ПШ-11»
- Установка ультразвукового контроля тела труб
- Автоматизированная система ультразвукового контроля продольных сварных швов труб среднего и большого диаметра
- Автоматизированная система ультразвукового контроля основного металла концов труб
- Механизированная установка ультразвукового контроля стальной ленты
- Ультразвуковые дефектоскопы портативные;
- Дефектоскопы для контроля сварных швов, использующие дифракционно-временной метод (TOFD);
- Ультразвуковые многоканальные дефектоскопы;
- Ультразвуковые электомагнито-акустические (ЭМА) дефектоскопы;
- Разрабатывает УЗ дефектоскопы на фазированных решетках;
- Ультразвуковые электромагнитно-акустические преобразователи (ЭМАП);
- Сканеры ультразвуковые;
- Ультразвуковые толщиномеры.
- Вихретоковые дефектоскопы портативные;
- Вихретоковые специализированные дефектоскопы;
- Вихретоковые дефектоскопы многоканальные;
- Сканеры вихретоковые.
- Ультразвуковые меры, СОПы и настроечные образцы;
- Вихретоковые меры и настроечные образцы.
- Ультразвуковые преобразователи (ПЭП);
- Вихретоковые преобразователи (ВТП);
- Преобразователи специализированные.